總部電(diàn)話:135-2877-5529
日期:2023-03-24 編輯:鵬(péng)豐精密五金 閱讀: 880
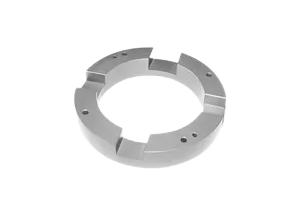
 鈑金加工是鈑(bǎn)金技術職(zhí)員需要把握的樞(shū)紐技術,也是鈑金製品成形的重要工序。鈑金加(jiā)工是包括傳統的切(qiē)割下料、衝裁加(jiā)工、彎壓成形等方法及工(gōng)藝參數,又包括各(gè)種冷衝壓模具結構及工藝參數、各(gè)種設(shè)備工作原(yuán)理及操(cāo)縱方法,還包括新衝(chōng)壓技術及新工藝(yì)。零(líng)件金屬板材加工就叫鈑金加工。
鈑金加工是鈑(bǎn)金技術職(zhí)員需要把握的樞(shū)紐技術,也是鈑金製品成形的重要工序。鈑金加(jiā)工是包括傳統的切(qiē)割下料、衝裁加(jiā)工、彎壓成形等方法及工(gōng)藝參數,又包括各(gè)種冷衝壓模具結構及工藝參數、各(gè)種設(shè)備工作原(yuán)理及操(cāo)縱方法,還包括新衝(chōng)壓技術及新工藝(yì)。零(líng)件金屬板材加工就叫鈑金加工。
鈑金有時也作扳金。這個詞來源(yuán)於英文platemetal,一般是將一些金屬薄板通(tōng)過手工或模(mó)具衝壓使其產生塑性變形,形成所希望的形狀和尺寸,並可進一步通過焊接或少量的機械加工形(xíng)成更複雜的零件(jiàn)。
常見的物品——比如生活中常用的煙(yān)囪、鐵皮爐、還有汽車外殼,都(dōu)是鈑金(jīn)件。
工(gōng)件落料
圖紙(zhǐ)到手後,根據展開圖及批量的不同選擇不同落料方式,其中有激光,數(shù)控衝床,剪板,模具等方式,然(rán)後根據圖紙做(zuò)出相應的展開。數控衝床受刀具方麵(miàn)的影響,對於一些異形工件和不規則孔的加工,在邊緣會出現較大的毛刺,要進行後期去毛刺的處理(lǐ),同時對工(gōng)件的精度有一定的影響;激光加工無刀具(jù)限(xiàn)製,斷麵平整,適合異形工件的加工(gōng),但對於小(xiǎo)工件加工耗時較長(zhǎng)。在數控和激光旁放置工作台,利於板料放置在機器上進行(háng)加工,減少抬板的工作量。一些可以利用的邊料放置在指定的地方,為折彎時(shí)試(shì)模提供材料(liào)。
在工件落料後,邊角、毛(máo)刺、接點要進行必要的修(xiū)整(打磨處理),在(zài)刀具接點處,用平銼刀進(jìn)行修整,對於毛刺較(jiào)大的工件(jiàn)用打磨機進(jìn)行修整,小內孔(kǒng)接點處用相對應的小(xiǎo)銼刀修整,以保(bǎo)證外觀的美觀,同時外形的修整也為折彎時定(dìng)位作出了保(bǎo)證,使折彎時工件靠在折彎機上位置一(yī)致,保障同批產品尺寸的(de)一致。
下道(dào)工序
在落料(liào)完成後,進入下道工序,不同(tóng)的工件根據加工(gōng)的要求進入相應的工序。有折彎,壓鉚,翻邊攻絲,點(diǎn)焊(hàn),打凸包,段差,有時在折彎一兩(liǎng)道後要將螺母或螺柱(zhù)壓好,其中有模具打凸包和段差的地方要考慮先加(jiā)工,以免其它工序先加(jiā)工後會發生幹涉,不能完成需要的加工。在上蓋或下殼上有卡勾時,如折(shé)彎後不能碰焊要在折彎之前加工好。
折彎時要首先要根據(jù)圖紙上的尺寸,材料厚度確定折彎時用的刀具(jù)和刀槽,避免產品與刀具相碰撞引起變形是上模選用的關鍵(jiàn)(在同一個產品中,可能會用到不同型號的上模),下模的選用根據板材的厚(hòu)度來確定。其次是確定折彎的先後順序,折彎一般規律(lǜ)是先內後外,先小後大,先特殊後普通。有要壓死邊的工件首先(xiān)將工件折彎到(dào)30°—40°,然後用整平模將(jiāng)工件壓死。
壓鉚時,要考慮螺柱(zhù)的高(gāo)度選擇相(xiàng)同不同的模具,然後對壓力機(jī)的壓力進行調整,以(yǐ)保證螺柱和工件表麵平齊,避免螺柱沒壓牢或壓出超過工件麵,造成工件報廢。
焊接(jiē)有氬弧焊,點焊,二氧(yǎng)化碳保護焊,手工電弧(hú)焊等,點焊首先要考慮工件(jiàn)焊接的位置,在批量(liàng)生產時考慮做定位工裝保證點焊位置準(zhǔn)確。
為(wéi)了(le)焊接牢(láo)固,在要焊接的工件上(shàng)打凸點,可以使凸點在通電焊接前與平板均勻接觸,以保證各點加熱的一致,同時也可以確定焊接位(wèi)置, 同樣的,要進行焊接,要調好預壓時間(jiān),保壓時間(jiān),維持時間,休止時間,保證工件可以點焊牢固。
點焊後在工件表麵會出現焊疤,要用平磨機進行處理,亞弧焊主(zhǔ)要用於兩工件較大,又(yòu)要連接在一起時,或(huò)者一個工件的邊角處理,達到工(gōng)件表麵的平整,光滑。氬弧焊時產生的熱(rè)量(liàng)易使工件變形,焊接後要用打磨(mó)機和(hé)平磨機進行處理,特別是邊角方麵較多。
表(biǎo)麵處理
工件(jiàn)在折彎,壓鉚等工序完成後要進行表麵處理,不同板材(cái)表麵的處理方式不同,冷板加工後一般進行表麵電鍍,電鍍完後不進行噴塗處理,采用的是進行磷化處理,磷化處理後(hòu)要進行噴塗處理。電鍍板(bǎn)類表麵清(qīng)洗,脫脂,然後進行噴塗。不鏽鋼(gāng)板(有(yǒu)鏡麵板,霧麵板,拉(lā)絲板)是在折彎前進行(háng)可以進行拉絲處理,不用噴塗,如需噴塗要進行打毛處理;鋁板一般(bān)采用氧化處理,根據(jù)噴塗不同的顏色選擇不同的氧化底色,
常用的有黑色和本色氧化(huà);鋁板需噴塗的進行鉻酸鹽氧化處理後噴塗。表麵前處理這(zhè)樣做(zuò)可以使清潔表麵,顯著提高塗膜附(fù)著力,能成倍(bèi)提高塗膜的耐(nài)蝕力。清洗(xǐ)的流程先清洗工件,先將(jiāng)工件掛在流水線上,首先經過清洗溶液(yè)中(合金去油粉),然後進(jìn)入清水中,其(qí)次經過噴淋區,再(zài)經過烘幹區,最後將工件從流水線上取下。
噴塗處理
表麵前處理後,進入噴塗工序,在工件要求裝(zhuāng)配後噴塗時,牙或部分導電孔(kǒng)需保護處理。
保護處(chù)理
牙孔可查入軟膠棒或擰入(rù)螺釘,需導電保護的要用高溫膠(jiāo)帶(dài)貼上,大批量的做定位工裝來定位保護,這樣噴塗時不會噴到工件內部,在(zài)工件(jiàn)外表麵能看到(dào)的(de)螺母(翻邊)孔處(chù)用螺釘保護,以免噴塗後工件螺(luó)母(翻邊)孔處需要回牙。
一些批量大的工件還用到工裝保護;
工件不裝配噴塗時,不需要噴塗的區域用耐高溫膠帶(dài)和紙片擋住(zhù)一(yī)些露(lù)在(zài)外麵的螺母孔用螺釘或耐高(gāo)溫橡膠(jiāo)保護。如工件雙麵(miàn)噴(pēn)塗,用同樣方法保護螺母(螺柱(zhù))孔(kǒng);小工(gōng)件用鉛(qiān)絲或曲別針等物品竄在一起後(hòu)噴塗;一些工件表麵(miàn)要(yào)求高,在(zài)噴塗(tú)前要進行刮灰處理;一些工件在接(jiē)地符處用專用耐高溫貼紙保護。
在(zài)進(jìn)行噴塗時,首先工件掛在流水線上,用氣管吹去表麵的粘上的灰塵。進入(rù)噴塗區噴塗,噴(pēn)完後順著流水線(xiàn)進入到烘幹區,最後從流水線(xiàn)上取下噴塗好的工件。
還有手工噴塗和自(zì)動噴塗兩(liǎng)類,這樣采用的工裝就不同了。
裝配工序
在噴塗(tú)之後進入裝配工序,裝配(pèi)前,要將原來噴塗中用的保(bǎo)護(hù)貼紙(zhǐ)撕去,確定零件內(nèi)螺紋孔沒有被撒進(jìn)漆或(huò)粉,在整(zhěng)個過程中(zhōng),要戴上手套,避免(miǎn)手上灰塵附在工件上,有些(xiē)工件(jiàn)還要用氣槍吹幹淨。
包裝環節
裝配好之後就進入包裝環節了,工件檢查後裝入專用(yòng)的包裝袋中進行保護,一些沒有專用包裝的工件用氣泡膜等進行包裝。在包裝前先將氣泡膜裁成可以(yǐ)包裝工件的大小,以免一麵包裝一(yī)麵裁,影響加工速度;批量大的可定做專用紙箱(xiāng)或氣泡袋、膠墊、托盤(pán)、木箱等。包裝好後放入紙箱,然後在紙(zhǐ)箱上貼上相應成品或半成品標簽。





微信谘詢
135-2877-5529
公司郵箱
gaofeng@pf898.com
公司地址
深圳市龍崗區朱古石五清路5號
Copyright © 2022 深圳市鵬豐精密五金有限公(gōng)司 All Rights Reserved 粵ICP備18084774號



 135-2877-5529
135-2877-5529